TALADRAR
Taladrar significa perforar o hacer un agujero (pasante o ciego) en cualquier material. Es un trabajo muy común en cualquier tarea de bricolaje y muy sencillo si se realiza con las herramientas adecuadas. Lo principal es contar con un taladro decente y una broca apropiada al material a taladrar. En algunos casos será imprescindible la utilización de algún accesorio, como por ejemplo el soporte vertical o los topes de broca. Lo que es importantísimo son las medidas de seguridad, y por eso vamos a empezar por ahí. Después veremos los tipos de taladros, los tipos de brocas, los accesorios y por último el taladrado práctico de los distintos materiales.
1.- Protegerse la vista con gafas adecuadas. Normalmente no pasará nada, pero ante la posibilidad de que una esquirla o viruta se introduzca en un ojo, conviene no pasar por alto esta medida de protección.
2.- También es muy importante utilizar la broca adecuada al material a trabajar, pues de lo contrario, aparte de que no se realizará bien el trabajo, podemos tener un accidente.
3.- Nunca forzar en exceso la máquina y mantenerla siempre perfectamente sujeta durante el taladrado, si es posible mediante un soporte vertical.
4.- Sujetar firmemente la pieza a trabajar. Sobre todo las piezas pequeñas, láminas o chapas delgadas conviene que estén perfectamente sujetas, ya que al ser ligeras, se puede producir un efecto de tornillo por el cual en el momento que atravesamos la pieza, ésta sube por la broca pudiendo dañar las manos u otra parte del cuerpo.
5.- Apagar la máquina (mejor desenchufarla) para un cambio de broca o limpieza de la misma
6.- Por último, no conviene olvidar las medidas de seguridad comunes a todos los aparatos eléctricos (no ponerlos cerca de fuentes de humedad o calor, no tirar del cable, etc).
El taladro es la máquina que nos permitirá hacer agujeros debido al movimiento de rotación que adquiere la broca sujeta en su cabezal. Existen muchos tipos de taladros e infinidad de calidades. Los principales tipos son los siguientes:
 1.- barrena 1.- barrena

2.- berbiquí
3.- taladro manual
4.- taladro manual de pecho |  5.- taladro eléctrico 5.- taladro eléctrico

6.- taladro sin cable

7.- martillo percutor |  8.- taladro de columna 8.- taladro de columna

9.- minitaladro

10.- minitaladro sin cable |
1.- BARRENA. Es la herramienta más sencilla para hacer un taladro. Básicamente es una broca con mango. Aunque es muy antigua se sigue utilizando hoy en día. Solo sirve para taladrar materiales muy blandos, principalmente maderas.
2.- BERBIQUÍ. El berbiquí es la herramienta manual antecesora del taladro y prácticamente está hoy día en desuso salvo en algunas carpinterías antiguas. Solamente se utiliza para materiales blandos.
3.- TALADRO MANUAL. Es una evolución del berbiquí y cuenta con un engranaje que multiplica la velocidad de giro de la broca al dar vueltas a la manivela.
4.- TALADRO MANUAL DE PECHO. Es como el anterior, pero permite ejercer mucha mayor presión sobre la broca, ya que se puede aprovechar el propio peso apoyando el pecho sobre él.
5.- TALADRO ELÉCTRICO. Es la evolución de los anteriores que surgió al acoplarle un motor eléctrico para facilitar el taladrado. Es una herramienta imprescindible para cualquier bricolador. Su versatilidad le permite no solo taladrar, sino otras muchas funciones (atornillar, lijar, pulir, desoxidar, limpiar, etc) acoplándole los accesorios necesarios.
Para un aficionado al bricolaje, lo aconsejable en principio es disponer un taladro eléctrico con las siguientes características:
- Electrónico. La velocidad de giro se regula con el gatillo, siendo muy útil poder ajustarla al material que estemos taladrando y al diámetro de la broca para un rendimiento óptimo.
- Reversible. Puede girar a derecha e izquierda. De este modo podemos usarlo como destornillador para apretar y aflojar.
- Percusión. Además del giro, la broca tiene un movimiento de vaivén. Es imprescindible para taladrar con comodidad material de obra (ladrillos, baldosas, etc)
- Potencia media y de calidad general media-alta. A partir de 500 W la potencia del taladro es suficiente para cualquier uso. Sin llegar a la gama profesional, es aconsejable comprar el taladro de buena calidad y sobre todo de marca conocida.
Invertir en el taladro es totalmente recomendable, sobre todo si hacemos bastante bricolaje. Después, y si hacemos determinados trabajos, podemos empezar a pensar en comprar algún taladro más específico.
6.- TALADRO SIN CABLE. Es una evolución del anterior en el que se prescinde de la toma de corriente, sustituyéndose por una batería. La principal ventaja es su autonomía, al poder usarlo donde queramos sin necesidad de que exista un enchufe. Como inconveniente, la menor potencia que ofrecen respecto a los taladros convencionales.
Existen taladros sin cable con percusión y sin ella, siendo estos últimos usados principalmente como atornilladores. En esta función si que son insustituibles y recomendables, y la mayoría incorpora regulación del par de apriete para hacer todavía más cómodo su uso.
7.- MARTILLO PERCUTOR. El martillo percutor es un taladro con una percusión (eléctrica, neumática o combinada) mucho más potente (utiliza más masa) y es imprescindible para perforar determinados materiales muy duros, como el hormigón, la piedra, etc, o espesores muy gruesos de material de obra.
8.- TALADRO DE COLUMNA. Es un taladro estacionario con movimiento vertical y mesa para sujetar el objeto a taladrar. La principal ventaja de este taladro es la absoluta precisión del orificio y el ajuste de la profundidad. Permiten taladrar fácilmente algunos materiales frágiles (vidrio, porcelana, etc) que necesitan una firme sujeción para que no rompan.
El sustituto de estos taladros (muy profesionales) para un aficionado es el uso del taladro convencional fijado en un soporte vertical, aunque últimamente se ven algunos taladros de columna muy accesibles por su bajo precio.
9.- MINITALADRO. Es como un taladro en miniatura. La posibilidad de utilizarlo con una sola mano y las altas revoluciones que coge, permiten una gran variedad de trabajos aparte del taladrado. Está indicado para aplicaciones minuciosas que requieren control, precisión y ligereza.
10.- MINITALADRO SIN CABLE. Es igual que el anterior, pero accionado a batería, con la autonomía que ello supone. Como en el caso de los taladros, su principal inconveniente es la menor potencia.
El utilizar la broca adecuada a cada material es imprescindible no solo para que el trabajo sea más fácil y con mejor resultado, sino incluso para que pueda hacerse. Por ejemplo, con una broca de pared o de madera, jamás podremos taladrar metal, aunque sin embargo, con una de metal podremos taladrar madera pero no pared. Pero en cualquier caso, lo mas conveniente es utilizar siempre la broca apropiada a cada material.
En cuanto a calidades, existen muchas calidades para un determinado tipo de broca según el método de fabricación y el material del que esté hecha. La calidad de la broca influirá en el resultado y precisión del taladro y en la duración de la misma. Por tanto es aconsejable utilizar siempre brocas de calidad, sobre todo en las de mucho uso (de pared, por ejemplo) o cuando necesitemos especial precisión.
Los principales tipos de brocas para aficionados al bricolaje son los siguientes:
1.- BROCAS PARA METALES
Sirven para taladrar metal y algunos otros materiales como plásticos por ejemplo, e incluso madera cuando no requiramos de especial precisión. Están hechas de acero rápido (HSS), aunque la calidad varía según la aleación y según el método y calidad de fabricación
Existen principalmente las siguientes calidades:
- HSS LAMINADA. Es la más económica de las brocas de metal. Es de uso general en metales y plásticos en los que no se requiera precisión. No es de gran duración.
- HSS RECTIFICADA. Es una broca de mayor precisión, indicada para todo tipo de metales semiduros (hasta 80 Kg./mm²) incluyendo fundición, aluminio, cobre, latón, plásticos, etc. Tiene gran duración.
- HSS TITANIO RECTIFICADA. Están recubiertas de una aleación de titanio que permite taladrar todo tipo de metales con la máxima precisión, incluyendo materiales difíciles como el acero inoxidable. Se puede aumentar la velocidad de corte y son de extraordinaria duración. Se pueden utilizar en máquinas de gran producción pero necesitan refrigeración.
- HSS COBALTO RECTIFICADA. Son las brocas de máxima calidad, y están recomendadas para taladrar metales de todo tipo incluyendo los muy duros (hasta 120 Kg./mm²) y los aceros inoxidables. Tienen una especial resistencia a la temperatura, de forma que se pueden utilizar sin refrigerante y a altas velocidades de corte.
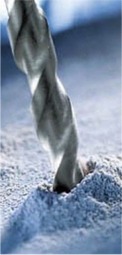
2.- BROCAS ESTÁNDAR PARA PAREDES
Se utilizan para taladrar paredes y materiales de obra exclusivamente. No valen para metales ni madera. Tienen una plaquita en la punta de metal duro que es la que va rompiendo el material. Pueden usarse con percusión.
Existen básicamente dos calidades:
- LAMINADA CON PLAQUITA DE CARBURO DE TUNGSTENO (widia). El cuerpo es laminado y está indicada para yeso, cemento, ladrillo, uralita, piedra arenisca y piedra caliza.
- FRESADA CON PLAQUITA DE CARBURO DE ALTO RENDIMIENTO. El cuerpo está fresado, y además de todos los materiales anteriores, perfora sin problemas mármol, hormigón, pizarra, granito y en general todo tipo de piedra. Su poder de penetración y su duración es muy superior a la anterior.
3.- BROCAS LARGAS PARA PAREDES
Son como las anteriores, pero mucho más largas. Se utilizan para atravesar paredes y muros, y como suelen usarse con martillos percutores y por profesionales, la calidad suele ser alta. Tienen una forma que permite una mejor evacuación del material taladrado.
4.- BROCAS MULTIUSO O UNIVERSALES
Se utilizan exclusivamente sin percusión y valen para taladrar madera, metal, plásticos y materiales de obra. Si la broca es de calidad, es la mejor para taladrar cualquier material de obra, especialmente si es muy duro (gres, piedra) o frágil (azulejos, mármol). Taladran los materiales de obra cortando el material y no rompiéndolo como las brocas convencionales que utilizan percusión, por lo que se pueden utilizar sin problemas incluso con taladros sin cable aunque no sean muy potentes.
5.- BROCAS DE TRES PUNTAS PARA MADERA
Son las más utilizadas para taladrar madera y suelen estar hechas de acero al cromovanadio. Existen con diferentes filos, pero no hay grandes diferencias en cuanto a rendimiento. En la cabeza tiene tres puntas, la central, para centrar perfectamente la broca, y las de los lados que son las que van cortando el material dejando un orificio perfecto. Se utilizan para todo tipo de maderas: duras, blandas, contrachapados, aglomerados, etc.
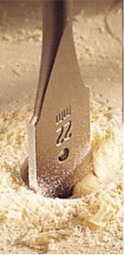
6.- BROCAS PLANAS O DE PALA PARA MADERA
Cuando el diámetro del orificio que queremos practicar en la madera es grande, se recurre a las brocas planas, pues permiten poder introducirlas en el portabrocas del taladro, ya que el vástago no varía de tamaño. Son un poco más difíciles de usar, pues hay que mantener firme la perpendicularidad del taladro, por lo que es muy recomendable usar un soporte vertical.
7.- BROCAS LARGAS PARA MADERA
Para hacer taladros muy profundos en madera se utilizan unas brocas especiales con los filos endurecidos, y con una forma que permite una perfecta evacuación de la viruta.
8.- BROCAS EXTENSIBLES PARA MADERA
Es un tipo de broca que permite la regulación del diámetro del taladro a realizar dentro de unos límites. Su utilización es hoy en día más bien escasa.
9.- BROCAS FRESA PARA ENSAMBLES EN MADERA
Son unas brocas especiales que a la vez que hacen el taladro ciego donde se atornillará el tornillo de ensamble, avellanan la superficie para que la cabeza del tornillo quede perfectamente enrasada con la superficie. Puede verlo más claramente en el apartado ENSAMBLE DE TABLEROS de la sección CONSEJOS.
10.- BROCAS DE AVELLANAR
Sirven para el embutido en la madera de tornillos de cabeza avellanada. Se utilizan después de haber hecho el orificio para el tornillo con broca normal. Para madera las hay manuales (con mango). Si se utilizan con taladro eléctrico es muy recomendable utilizar un soporte vertical.
11.- BROCAS FRESA PARA BISAGRAS DE CAZOLETA
Se utilizan para hacer el orifico ciego en el interior de las puertas donde encajará la bisagra de cazoleta. Es imprescindible utilizar un soporte vertical o un taladro de columna. Puede verse más claramente este tipo de bisagra en el apartado TIPOS DE BISAGRAS de las sección CONSEJOS.
12.- BROCAS PARA VIDRIO
Son brocas compuestas de un vástago y una punta de carburo de tungsteno (widia) con forma de punta de lanza. Se utilizan para taladrar vidrio, cerámica, azulejos, porcelana, espejos, etc. Es muy recomendable la utilización de soporte vertical o taladro de columna y la refrigeración con agua, trementina (aguarrás) o petróleo.
13.- CORONAS O BROCAS DE CAMPANA
Para hacer orificios de gran diámetro, se utilizan las coronas o brocas de campana. Estas brocas las hay para todo tipo de materiales (metales, obra, madera, cristal). Consisten en una corona dentada en cuyo centro suele haber fijada una broca convencional que sirve para el centrado y guía del orificio. La más utilizada en bricolaje es la de la siguiente foto, que incluye variedad de diámetros en una sola corona.
Para determinados trabajos de taladrado podemos utilizar algunos accesorios. Principalmente el soporte vertical, las mordaza de sujeción y los topes de broca.
1.- SOPORTE VERTICAL Y MORDAZA DE SUJECIÓN
El soporte vertical fija el taladro verticalmente convirtiéndolo en uno de columna. Esto es muy adecuado para mejorar la precisión del taladro y para poder ajustar la profundidad cuando se trate de un orificio ciego. Además este accesorio se hace imprescindible para taladra determinados materiales frágiles (vidrio, porcelana, etc) o para algunos trabajos especiales (agujeros para cazoletas de bisagra, etc. Aparate de para el taladrado, el soporte vertical puede valer para más cosas (pulido, lijado, etc) convirtiendo el taladro en fijo y teniendo por tanto libertad de movimiento con la pieza a trabajar.
Cuando queramos sujetar firmemente la pieza a taladrar se hará necesario el uso de un mordaza que lo fije a la base del soporte vertical
 |
 |
| soporte vertical para taladro | mordaza de sujeción |
2.- TORNILLO DE BANCO Y SARGENTOS O GATOS
Cuando necesitemos sujetar firmemente la pieza u objeto a taladrar, necesitaremos la ayuda de un tornillo de banco o unos sargentos o gatos. El tornillo de banco se ancla firmemente al banco de trabajo y sirve para sujetar objetos aprisionándolos entre sus dos mordazas. Los elementos grandes (tableros, perfiles, etc pueden sujetarse al banco o a una mesa mediante sargentos o gatos.
 |  |
| tornillo de banco | sargento o gato |
3.- TOPE DE PROFUNDIDAD DEL TALADRO Y TOPES DE BROCA
Cuando queremos hacer un taladro ciego de una profundidad exacta deberemos utilizar un tope de broca. Este elemento consiste en un anillo con uno o dos tornillos prisioneros. Se introduce el anillo en la broca y se fija a ella con los tornillos a una distancia de la punta igual a la profundidad del orificio. Casi todos los taladros modernos traen una guía con tope en el propio taladro para esta misma función. Aunque puede usarse sin problema, para una mayor precisión es aconsejable la utilización del tope de broca.
 |  |
| taladro con tope de profundidad | broca con tope de profundidad |
4.- DETECTORES DE METALES
El detector de metales es muy útil cuando queremos taladrar una pared y tenemos dudas de si pasa alguna conducción de agua o de electricidad en el punto a taladrar.
Como norma general, siempre que se pueda es aconsejable la utilización de un soporte vertical o un taladro de columna. Si no se utiliza soporte vertical deberemos sujetar firmemente el taladro con buen pulso. La fuerza que se ejerza sobre el taladro no debe ser excesiva y sobre todo debe ser uniforme.
 |  |  | TALADRADO DE DIVERSOS MATERIALES |
Las revoluciones del taladro deben ser menores cuanto mayor sea el diámetro de la broca y cuanto mayor sea la dureza del material a trabajar. Con un taladro electrónico veremos rápidamente la velocidad óptima, que será cuando más viruta salga o cuando más rápido entre la broca.
En taladros pasantes existe el problema del rompimiento del material a la salida de los mismos. Esto es debido a la presión que se ejerce sobre el taladro justo antes de traspasar el material. Al estar presionando fuertemente llega un momento en que debido a la delgadez de la capa que queda por traspasar esta se rompe por presión y no por el corte de la broca. Esto da lugar a rompimientos considerables en materiales de obra y a astillamientos en la madera. Para evitarlo en lo posible hay que usar brocas bien afiladas y ejercer poca pero uniforme presión cuando se está acabando el taladro. También se puede solucionar en parte este problema poniendo si es posible un material por detrás (una madera por ejemplo) a modo de sufridera. La sufridera debe estar firmemente sujeta a la pieza y en total contacto con ella. En materiales blandos y homogéneos (plásticos, etc) y en metales es menor este problema y se soluciona con una pequeña lima para eliminar las posibles rebabas que quedasen.
Cuando se taladren piezas de pequeño espesor es muy conveniente que estén firmemente sujetas o también fijarles una sufridera por detrás, para evitar el efecto de tornillo que se produce cuando al traspasar la broca el material, la pieza sube por la misma con posibilidades de provocar un accidente.
1.- METALES
Al taladrar metales se produce una fricción muy grande por lo que siempre es recomendable refrigerar con taladrina. La taladrina es un líquido refrigerante y lubricante compuesto de muchos elementos (agua, aceite, antioxidantes, antiespumantes, etc). Si no se dispone de ella se puede refrigerar con agua simplemente. Las brocas al cobalto pueden utilizarse sin refrigerante.
El taladro debe usarse sin percusión, y cuanto más duro sea el metal a taladrar, mas problemático (acero inoxidable) y más duración o precisión queramos, mejor deberá ser la broca.
2.- PLÁSTICOS
Para taladrar plásticos deberemos utilizar brocas para metal y el taladro sin percusión. No es necesario ningún cuidado especial debido a que suele ser un material blando. Las posibles rebabas que queden se quitan fácilmente con una lima o con lija.
3.- MATERIALES DE OBRA CON BROCAS MULTIUSO O UNIVERSALES
Las mejores brocas para taladrar materiales de obra son las multiuso o universales, ya que como hemos visto antes, no hay que poner percusión pues taladran cortando el material. De esta forma, evitamos el peligro de rotura en materiales frágiles como los azulejos o el mármol, y taladraremos sin problemas materiales durísimos como el gres, el hormigón o la piedra. No necesitaremos un taladro de última generación para taladrar, ya que no es necesaria excesiva potencia ni velocidad y además no admiten percusión.
4.- MATERIALES DE OBRA CON BROCAS ESTÁNDAR PARA PAREDES
Si utilizamos brocas convencionales, conviene escoger una calidad profesional, sobre todo en materiales muy duros como el mármol, el hormigón, la pizarra, el granito, y en general todo tipo de piedra. Además en algunos de estos materiales (hormigón, piedra, etc) se hace imprescindible el uso de un martillo percutor, ya que con un taladro convencional podemos eternizarnos e incluso quemarlo. Para centrar bien el taladro podemos empezar sin utilizar la percusión, para ponerla en cuanto esté iniciado el orificio.
- AZULEJOS. El problema con los azulejos consiste en centrar bien la broca, ya que su superficie es muy resbaladiza. Por tanto, lo mejor es marcar primero con ayuda de un granete, un punzón o en último caso con un clavo, el punto a taladrar para que se descascarille un poquito el azulejo y la broca no se mueva del sitio. Debe empezar con pocas revoluciones y sin percutor. La presión sobre el taladro también debe ser poca para evitar que se raje el azulejo.
Para taladrar azulejos, cerámica, porcelana, etc, también pueden usarse las brocas para cristal.
- GRES. El gres es un material muy duro y por tanto es imprescindible el uso de brocas de máxima calidad y muy recomendable la utilización de un martillo percutor o un taladro profesional. Debe empezarse sin percusión y ponerla una vez iniciado el taladro.
- MÁRMOL. Taladrar mármol es delicado y siempre existe la posibilidad de que se desconche en la superficie e incluso llegue a rajarse. Debe usar el taladro a bajas revoluciones y utilizar una broca de widia de máxima calidad e incluso buscar brocas profesionales exclusivas para mármol. Procure no taladrar cerca de los bordes de cada losa ni en fisuras apreciables a simple vista, y mantenga el taladro con buen pulso lo más perpendicularmente posible a la superficie. Ejerza una presión regular sobre el taladro durante el taladrado.
Otro método muy efectivo es taladrar primero con una broca muy fina (3 o 4mm por ejemplo) e ir agrandando el agujero progresivamente utilizando brocas más gruesas. De esta forma es prácticamente imposible que estropeemos la superficie a la vez que el centrado del agujero será más exacto.
5.- MADERAS
La madera es un material bastante blando por lo general y solo requiere la utilización de brocas especiales para madera y el uso del taladro sin percusión. Con algunas maderas muy duras podemos utilizar brocas para metal que tendrán mejor rendimiento.
Para la utilización de brocas planas es muy recomendable el uso de soporte vertical o taladro de columna, ya que este tipo de broca debe entrar totalmente perpendicular a la superficie a taladrar.
Un problema común y ya comentado es el astillamiento de la madera en taladros pasantes a la salida de los mismos. Este astillamiento es más pronunciado en tableros macizos y contrachapados al tener dirección de la fibra (se arranca un trozo de fibra normalmente más largo que el diámetro del agujero). En el MDF y aglomerados, también se produce un rompimiento de material aunque menos acusado.
Lo primero para minimizar este problema es utilizar la broca bien afilada y adecuada al material que estemos taladrando. En madera se debe utilizar una broca de tres puntas. Esta broca tiene tres puntas para cortar primero el circulo exterior del taladro y evitar precisamente el rompimiento del material. Pero hace falta no ejercer casi presión a la salida del taladro, aparte de guiar la broca perfectamente, por lo que se hace muy necesaria la utilización de un soporte vertical. El soporte vertical tiene un desmultiplicador con el que la presión sobre el taladro se domina mucho mejor y el agujero saldrá prácticamente limpio. También se minimiza el problema utilizando otra madera inservible a modo de sufridera que se pone debajo de la madera a taladrar. Otro truco es empezar el taladro por la otra cara antes de que traspase totalmente, pero tiene el inconveniente del difícil centrado perfecto del segundo taladro.
6.- CRISTAL
Para taladrar vidrio tan solo hace falta disponer de brocas especiales que tienen una punta de metal duro (carburo de silicio o widia) en forma de punta de lanza. Se debe refrigerar y lubricar con trementina (aguarrás), agua o petróleo. Es muy conveniente fijar firmemente la pieza y utilizar un soporte vertical. El taladro debe girar a muy bajas revoluciones, y la presión de avance debe ser pequeña.
La refrigeración puede conseguirse poniendo un cerco o anillo de masilla o plastilina alrededor del punto a taladrar llenándolo seguidamente del refrigerante (trementina, agua o petróleo).
Prof. Gerardo Antonio Sanchez Mendoza